- Open : 9am - 5pm (Mon - Sat)
- NO.22-1 Jinka Road, Shenyang, China
- +86 18345156485

At VEGA, we offer over 30+ elevator wire rope models and 150+ crane wire rope models. Request a free quote from us today!
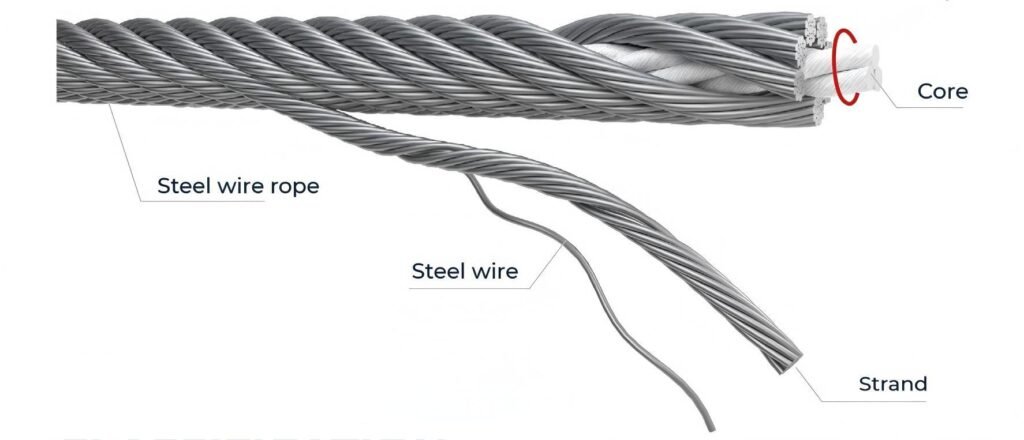
A wire rope is made of core, steel wire rope, steel wire and strand. Strands are formed by spirally twisting one or more layers of steel wires around a central steel wire, and the strands are spirally twisted around the core to form a steel wire rope.
And crane wire ropes typically range from 6mm to 38mm in diameter. Common specifications include 8mm, 10mm, 12mm, 13mm, and 16mm.
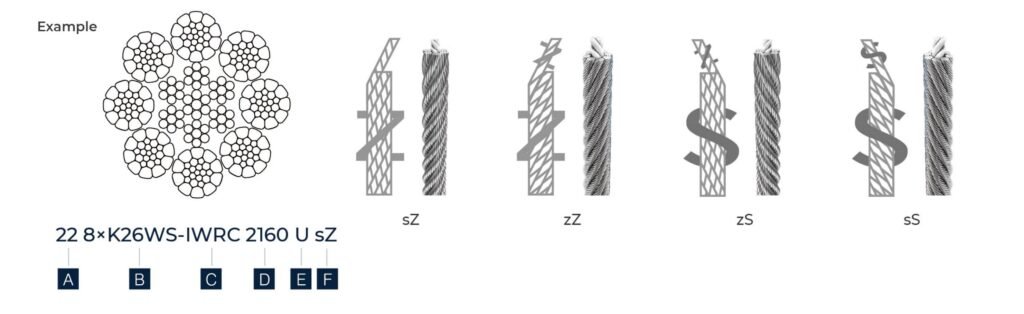
A: Diameter mm
B: Structure
Strand Construction Type
S – Seale
W – Warrington
F – Filler
WS – Warrington-Seale
C: Types of Cores
Fiber Core (FC):
NFC – Natural Fiber Core
SFC – Synthetic Fiber Core
GSF – Polymer Core
Steel Core (WC):
WSC – Wire Strand Core
IWRC – Independent Wire Rope Core
CSC – Mixed Core
PWRC – Parallel Laid Full Steel Rope
D:Tensile Strength Grade
E:Surface
U – Bright
A – Class A Galvanized
B – Class B Galvanized
F:Twist Direction
sZ – Right Hand Regular Lay
zZ – Right Hand Lang Lay
zS – Left Hand Regular Lay
sS – Left Hand Lang Lay
1.3.1 Safety Factor
The safety factor reflects the degree of safety in engineering design. Different types of equipment require different safety factors, so it is essential to consider the specific requirements for each application.
1.3.2 Breaking Force
The breaking force primarily depends on the rope’s tensile strength, diameter, and structure. A higher tensile strength generally results in a greater breaking force, but this can impact the rope’s strength and toughness. It is important to balance tensile strength with other factors to ensure optimal performance and safety.
1.3.3 Crush Resistance
Crush resistance refers to a wire rope’s ability to resist lateral extrusion. This is particularly relevant when ropes are wound on a drum in multiple layers. Generally, ropes with a steel core are more stable than those with a fiber core. Additionally:
Ropes with fewer wires in the strand are more stable.
Parallel-lay ropes are more stable than cross-lay ropes.
Facial-lay ropes provide better stability than parallel-lay ropes.
1.3.4 Rotation Resistance
As the lifting height and load increase, rotation may occur, leading to entanglement and potential hazards. Rotation-resistant wire ropes should be considered for high-lifting environments. Tower cranes, drilling rigs, and other high-lift equipment typically require rotation-resistant ropes to ensure safety and prevent complications.

1.3.5 Cores
The core of a wire rope can be fiber core or steel core, and the selection should be based on the working environment and equipment requirements. Typically:
Steel cores are chosen for high-temperature environments (e.g., blast furnaces or steel production) and multi-layer winding due to their higher strength and stability.
Fiber cores are preferred for standard applications where flexibility and light weight are more important.
We recommend referring to the GB/T 8918 standard when selecting wire ropes to ensure compliance with safety and performance criteria.
Our crane steel wire ropes comply with key international and domestic standards such as ISO 4344:2022, ASME A17.6, ISO 4101:1983, and relevant Chinese GB standards. Additionally, our manufacturing process is certified under quality management systems like ISO 9001:2015, ensuring consistent product reliability and safety.






Before leaving the factory, every wire rope undergoes rigorous testing to verify tensile strength, diameter accuracy, lubrication quality, and fatigue resistance. These strict inspections guarantee that each rope meets or exceeds safety factors required for crane operation worldwide.
The quality of the steel wire and the type of core (fiber core or steel core) significantly influence the price. Higher-grade steel with better tensile strength and durability costs more. For example, ropes made with high-strength steel or special corrosion-resistant coatings are priced higher
The diameter, construction (e.g., 8×19S+FC), and length directly affect the cost. Larger diameters or more complex constructions require more material and processing, increasing the price.
Advanced manufacturing techniques, strict quality control, and special equipment raise production costs, which reflect in the final price. More precise and durable ropes typically cost more due to these factors
Established brands with certifications and proven reliability often command higher prices because of their reputation and guaranteed quality.
Market demand fluctuations and raw material availability (like steel price changes) impact pricing. When steel prices rise or supply tightens, rope prices tend to increase accordingly.

Special coatings (galvanized, stainless steel) or treatments for corrosion resistance, wear resistance, or fire resistance add to the cost.
Transportation costs, packaging quality, and delivery timelines can also influence the final price, especially for large orders or urgent deliveries.

Inspect Regularly
Check the rope surface for broken wires, corrosion, deformation, or wear. Look for twists, kinks, or uneven tension. Measure rope diameter to monitor thinning from use.
Lubricate Properly
Clean the rope before applying lubricant. Use suitable lubricant at around 60°C for full penetration. Avoid over-lubrication, which can trap dust and cause buildup.
Control the Environment
Keep the operating environment dry, cool, and well-ventilated to prevent rust and heat-related damage.
Adjust Tension and Alignment
Ensure proper rope tension and check the condition of sheaves and drums. Misalignment or wear in these parts can reduce rope life.
Prevent Contamination and Damage
Keep ropes clean and free from dust. Avoid mechanical impact from tools or other equipment.
Visible Damage
Replace ropes if you find broken wires, severe corrosion, kinks, bird-caging, or flattening beyond acceptable safety limits.
Diameter Reduction
If the measured rope diameter has decreased significantly due to wear or corrosion, it indicates loss of strength and requires replacement.
Uneven Tension or Deformation
If ropes show signs of uneven tension, twisting, or permanent deformation that cannot be corrected, they should be replaced.
Usage Time Limit
Even without visible damage, ropes should be replaced after reaching their service life as recommended by the manufacturer or regulatory standards.
Frequent Elevator Malfunctions
Recurring elevator issues caused by rope slippage, noise, or vibration may signal internal rope damage and warrant replacement.

We offer basic knowledge and technical training related to the selection, usage, and maintenance of elevator wire ropes to support your team and business operations.
Can’t find the rope you need in our catalog? No problem. Our engineers can customize wire ropes based on your specific requirements — including tensile strength, twist direction, diameter, material, surface coating, and more.
From raw material inspection to in-process control and final product testing, we ensure that every rope leaving our factory is 100% qualified and meets international standards.
Our global technical team provides full-range support — from R&D to engineering, procurement, and sales — ensuring timely communication and reliable solutions tailored to your project needs.
At Vega Heavy, we transform complexity into simplicity! Just follow these three steps to get started today!
Provide specifications and any drawings or images of your required steel cables. Share the details of your project.
We'll craft a tailored solution and deliver a detailed quote within 24 hours, ensuring it meets your specific needs.
After your approval and deposit, we start mass production and manage all aspects of delivery.
WhatsApp us